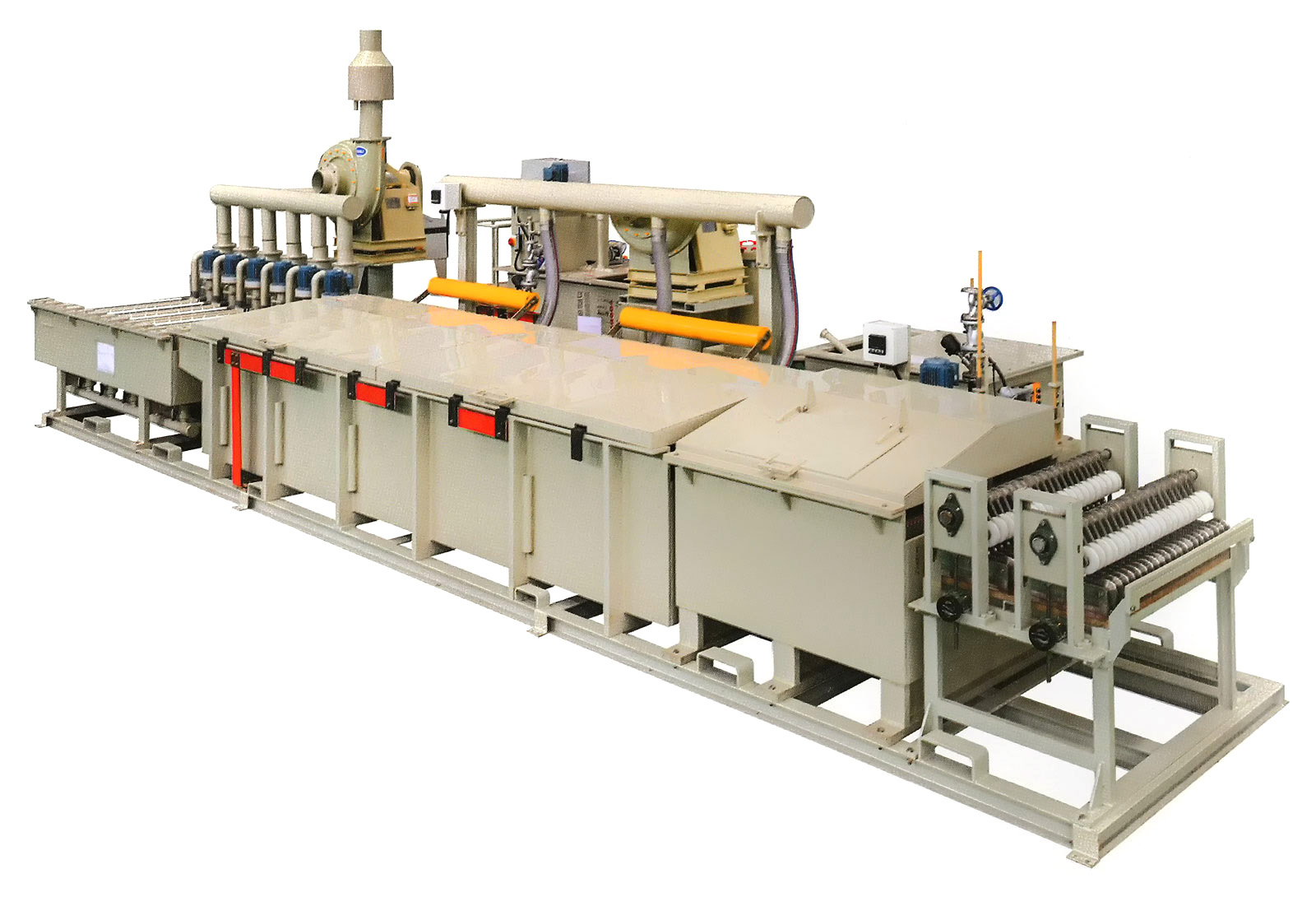
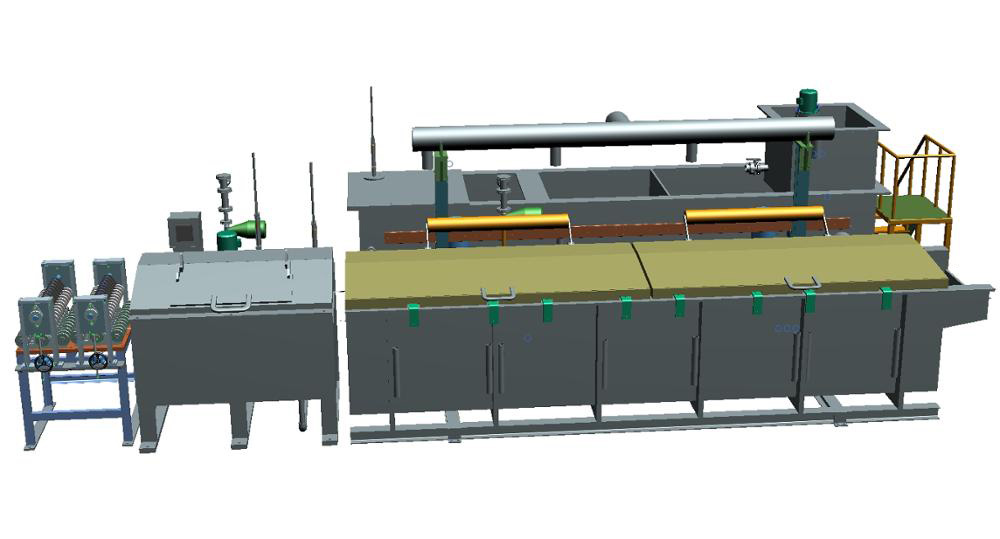
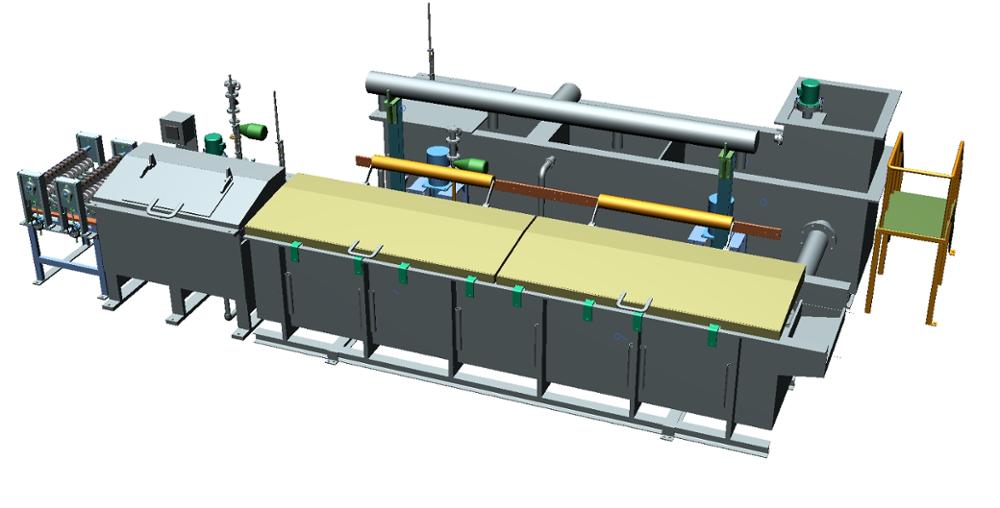
WIRE PLATING EQUIPMENT
STEEL WIRE ELECTROLYZED PHOSPHATING LINE
Electrolytic phosphating is a surface pretreatment process and is widely used in the wire industry.
The use of a lubricant layer is one of the key elements for the wire drawing process. Lubricant is applied to this layer immediately before the step of passing the wire through the die. At the same time, acting as a lubricant, the phosphate coating and the level of its adhesion to the surface provide optimal performance of the drawing process.
Crystalline phosphate, being a lubricating layer, serves as the basis on which the lubricant is applied and is a uniform coating firmly bonded to a metal substrate and providing long-term corrosion protection of the wire.
The benefits of electrolytic phosphating
The basis of the technology is the combined interaction of electrical voltage as process accelerator with a specially developed phosphating solution. This process can only be used for wire in-line phosphating. In comparison to conventional phosphating, electrolytic phosphating has several significant advantages:
- No sludge in the solution. During the formation of the coating, a voltage is applied to the wire that blocks the etching effect of the metal, characteristic of the initial stage of the phosphating chemical process. The solution does not dissolve iron and the formation of iron-phosphate sludge.
- Improved coverage structure . A wire processed using electrolytic phosphating technology has a much smoother coating, a smoother and more uniform layer in comparison with a wire processed using classical technology. This is a consequence of the fact that in the presence of an electric current, the phosphating process of electrolytic phosphating is not accompanied by metal etching.
- Adjustable coating weight . The weight of the coating during phosphating by electrolytic phosphating technology is regulated by the amount of current supplied to the wire. The higher the voltage, the greater the weight of the formed coating.
- Reduced processing time . In the process of electrolytic phosphating, coating formation occurs on average in 3-5 seconds. For comparison, in a traditional phosphating solution, even at its high concentration, coating formation occurs on average in 10 seconds.
- Zinc phosphate crystals deposited on the metal surface during electrolytic phosphating are fine-grained and have a pronounced hopeitic structure.
- Reduced wear of dies.
- Significant cost reduction of the process due to the complete absence of sludge.
- Possibility of applying zinc phosphate coating to stainless steel.
Advantages of the Electrolytic Phosphating of Steel Wire.
- Small and dense crystals of phosphating film.
- The film weight can be controlled easily with current settings.
- No phosphating slag during production; there is zero discharge because rinsing water is reused.
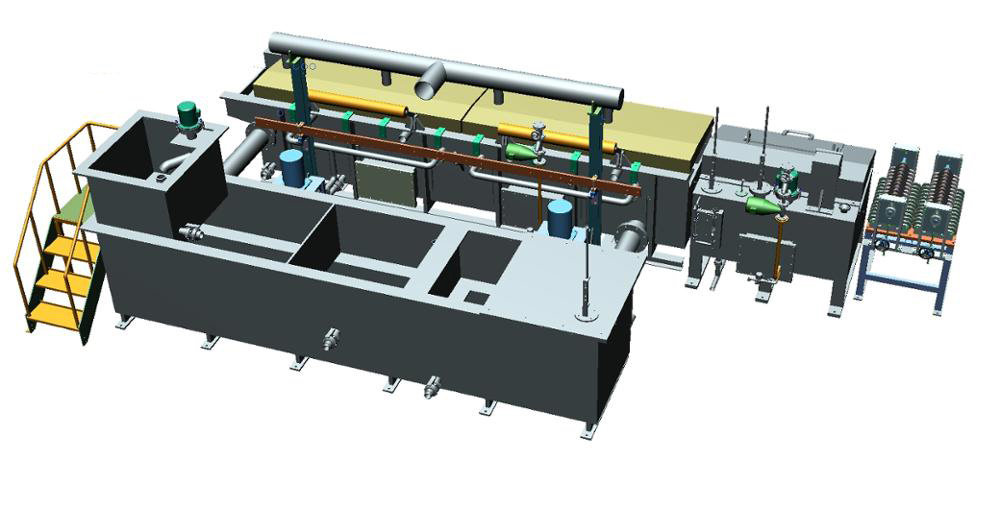
- The equipment is characterized by high productivity and impeccable product quality and sets leading world standards.
- Stable operation, excellent quality and high efficiency.
- Professional design, competitive cost, economical and environmentally friendly.
- The equipment is designed according to customers' requirements, which allows increasing its production potential.
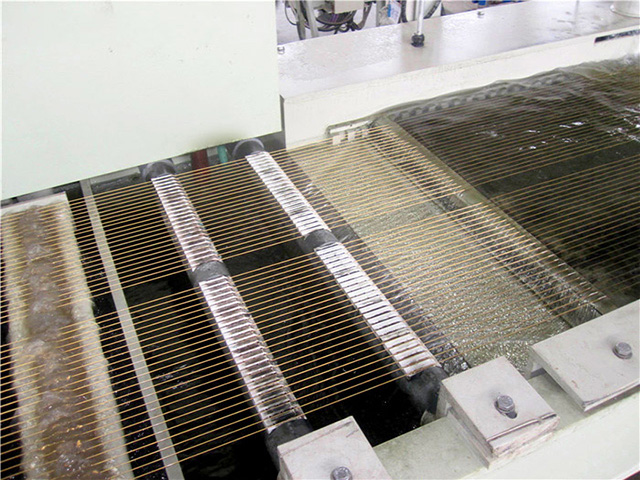
Stages of the process of electrolytic phosphating wire
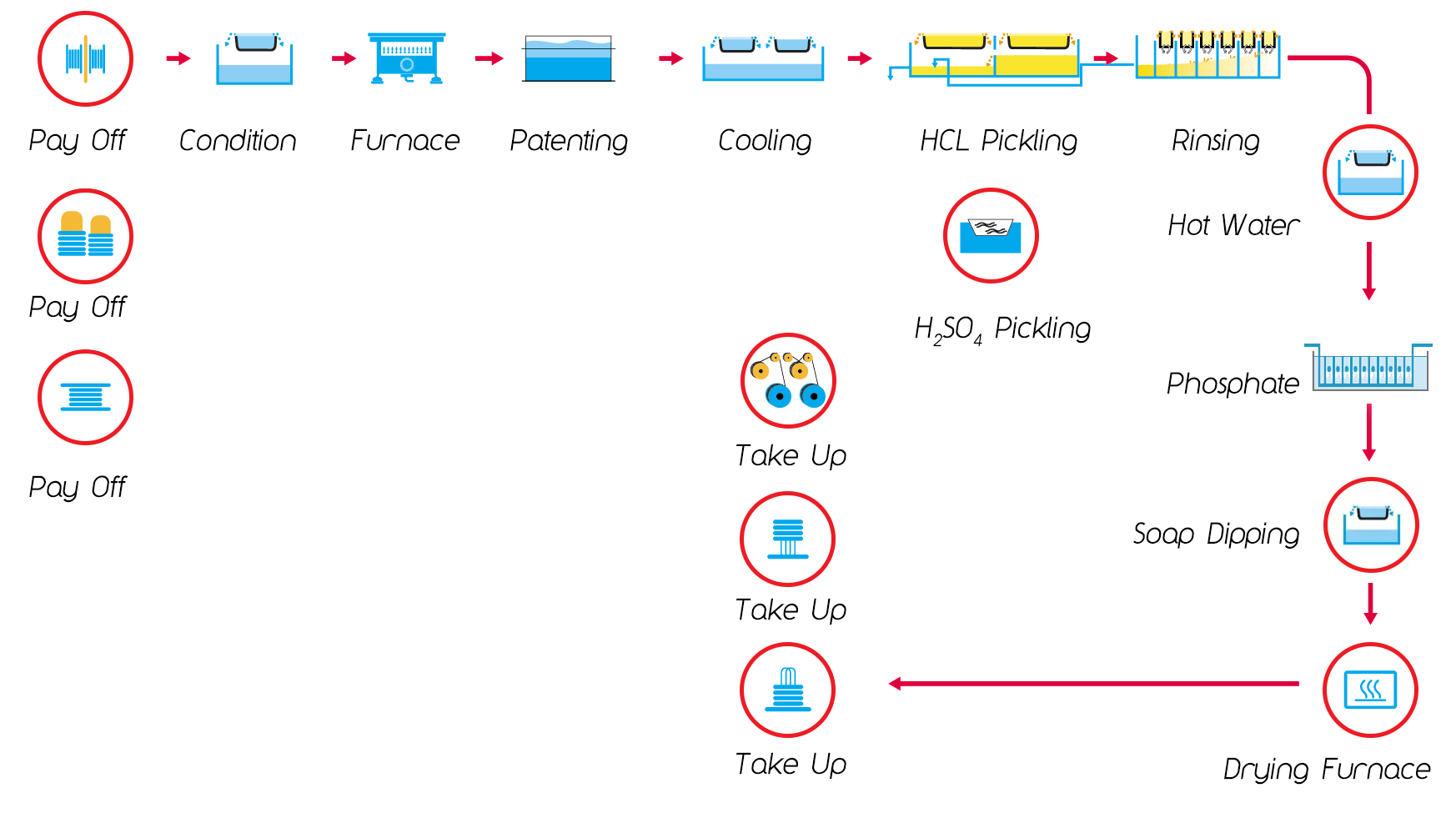
The sequence of the electrolytic phosphating of wire: wire feeding (coiled on the disc/coil) conditioning furnace water air patenting pickling rinsing rinsing with hot water phosphating soap dipping dryer furnace steel wire rewinding to the coil.
Technical parameters of the electrolytic phosphating line
| Work material | low carbon / high carbon steel wire |
|---|---|
| Steel wire diameter | Ø 0.8 - 10.0 mm |
| Single wire line speed Ø 4.5 - 10 mm | DV: 50-120 mm. m/min |
| Multiwire line speed Ø 0.8 - 4.5 mm | DV: 50-120 mm. m/min |
| Wire number | 1 - 56 |
| Phosphating film grain size | ≈ 1-2 µm |
| Weight of phosphating film | 5-10 g/m2 |
| Length of electrolyzed phosphating bath | ≈ 5 m |
| Production capacity | According to customer’s needs |